
Electrical Enclosure Pressurisation Systems Guide
Electrical enclosure pressurisation systems are designed to protect industrial electrical cabinets from dust ingress, internal heat buildup, and contamination-related electrical failure. In harsh site environments, filtered positive pressure airflow provides a cleaner, cooler, and more reliable operating environment for sensitive electrical components.
In this guide, we provide a general overview of what electrical enclosure pressurisation systems are, how they improve cabinet protection and electrical reliability, why more industrial sites are adopting them, and where they are commonly used.
Let’s dive in.
")
What Is an Electrical Enclosure Pressurisation System?
Electrical enclosure pressurisation systems are dedicated filtered airflow units fitted to electrical cabinets to actively control the environment inside the enclosure. Rather than relying solely on cabinet seals, these systems continuously introduce clean filtered air while maintaining stable internal pressure during operation.
This allows the enclosure to operate as a protected internal space, helping reduce the impact of airborne contamination and excessive heat on sensitive electrical hardware.
A Filtered Positive Pressure Protection System
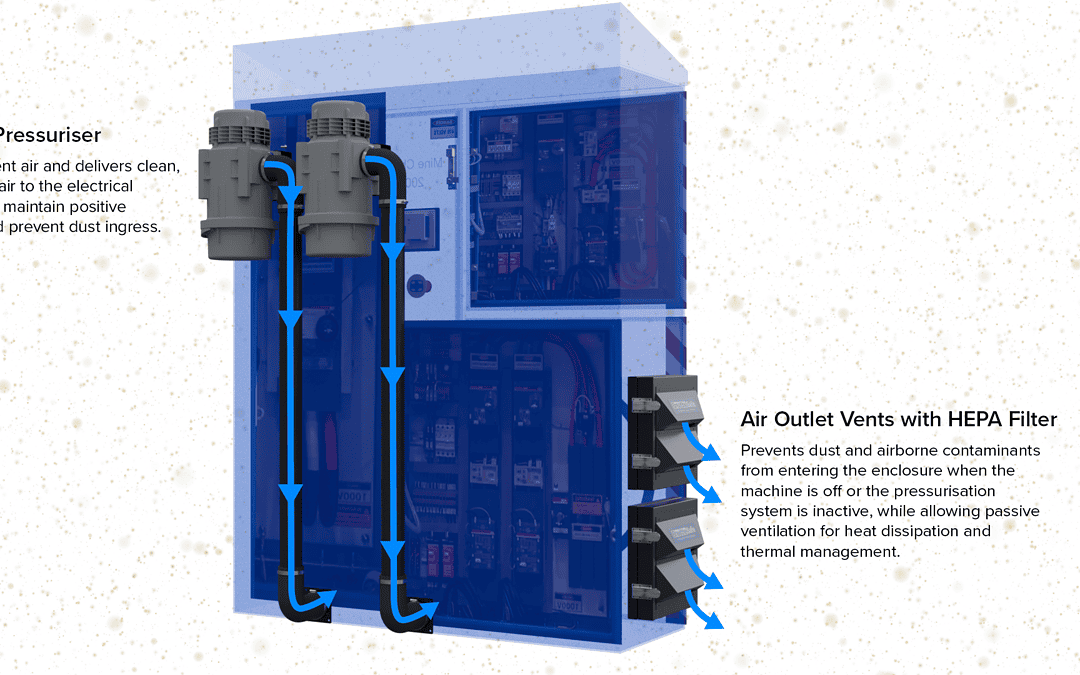
The system works by drawing in ambient air through a high efficiency filtration assembly before supplying that air into the cabinet. Once inside, the filtered airflow creates slight positive pressure, meaning the cabinet pressure remains above the surrounding atmosphere.
Because air naturally wants to move outward through any small cabinet gaps, dusty external air is far less likely to leak inward. This simple pressure difference forms one of the most effective barriers against long-term contamination.
Common Electrical Cabinets Protected by These Systems
Electrical enclosure pressurisation systems are commonly installed on PLC cabinets, variable speed drive cabinets, motor control centres, automation panels, and remote field instrumentation enclosures.
These cabinets are often located close to conveyors, crushers, wash plants, diesel equipment, or process areas where dust and heat are constant operating challenges.
Electrical Enclosure Pressurisation Systems Improve Cabinet Protection
The biggest advantage of enclosure pressurisation is that it helps create a far more stable internal cabinet environment compared to passive sealed enclosures. Instead of allowing the cabinet to slowly absorb site contamination and trap internal heat, the system actively manages both cleanliness and airflow.
This leads to better long-term electrical reliability and reduced stress on internal components.
Reducing Dust Ingress and Airborne Contamination
Even cabinets that appear sealed can slowly draw in contaminated air through cable penetrations, worn seals, and maintenance openings as internal pressure changes throughout the day.
Positive pressure airflow changes that behavior completely by ensuring filtered air is always moving outward. This greatly reduces the amount of airborne dust, fine particulates, and moisture entering the cabinet over time, helping keep terminals, relays, boards, and drives cleaner.
Supporting Better Cooling for Sensitive Electrical Components
Modern electrical enclosures generate a significant amount of heat from PLC processors, relays, drives, transformers, and power supplies. Without controlled airflow, this heat can remain trapped and push internal temperatures beyond ideal operating levels.
Continuous filtered airflow helps remove that trapped heat and creates a more stable internal operating temperature, reducing thermal stress on sensitive electrical components and lowering the risk of nuisance trips or premature failures.
More Industrial Sites Adopting Electrical Enclosure Pressurisation
Industrial machinery is becoming increasingly dependent on electronic control systems, which means electrical cabinet reliability now has a direct impact on machine uptime.
As site environments become harsher and automation becomes more sensitive, many operations are recognising that standard cabinet sealing methods are no longer enough for long-term protection.
Electrical Cabinet Failures Lead to Expensive Downtime
When contamination or overheating causes electrical faults, the issue often extends beyond a single failed component. Machines may shut down unexpectedly, electricians are called out for troubleshooting, and production can be interrupted for hours or even days.
This makes cabinet protection a reliability issue as much as a maintenance issue.
Proactive Protection Is More Effective Than Reactive Repairs
Rather than waiting for contamination-related failures to occur, many sites are moving toward proactive enclosure protection to keep cabinets cleaner and cooler from the beginning.
Electrical enclosure pressurisation helps reduce the frequency of dust cleaning, electrical repairs, and heat-related component stress, making it a practical long-term upgrade for equipment operating in harsh environments.
Where Are Electrical Enclosure Pressurisation Systems Commonly Used?
Electrical enclosure pressurisation systems are used anywhere industrial electrical cabinets are exposed to airborne contamination, excessive heat, or unstable site conditions.
These systems are particularly valuable in operations where electrical reliability is critical to machine productivity.
High Dust Mining and Processing Environments
Mining operations, quarry plants, crushing systems, wash plants, and bulk handling facilities constantly generate fine airborne particulates that can slowly contaminate exposed electrical enclosures.
In these environments, maintaining positive pressure and filtered airflow helps create a far more reliable cabinet condition over long operating periods.
Remote Industrial Equipment and High Temperature Zones
Remote field automation stations, underground operations, smelters, and process areas often combine contamination risk with elevated ambient temperatures.
Electrical enclosure pressurisation provides both environmental protection and thermal airflow support, helping cabinets maintain cleaner and more stable operating conditions where standard sealed enclosures often struggle.



-1")













