Data Monitoring: The Key to Success in Minimising Exposure to Dust
August 31, 2021 (Photo updated October 19, 2023)
Remote data monitoring is the way forward for site operations—real-time warnings and long-range data to review help set risk management plans to prevent lung disease. Having fully automatic data logging and alerting removes many opportunities for human error and is cost-effective in the long term. Access to this data provides convenient visibility and allows managers to make informed decisions to increase safety and productivity in the workplace.
Monitor System Performance
The greatest asset of a risk management plan is to have actual proof that an installed system is performing as designed; to the required level and outcome.
Long-term data log values assist in evaluating the gains in performance. Data on the filter’s efficiency and potential events leading to exposure risks helps evaluate the installed filtration system. If there are many exposure events or the filter is filling quickly, it allows maintenance extra access to understanding where performance hindering lies. However, if performance is recorded as being successful and efficient, it can justify the costs of the filtration system and allow calculations of value provided.
The performance gains are significant when utilising innovative technology such as the extended service cycle of brushless motors and filtering the correct volume of fresh air. BreatheSafe High Pressure Air Filtration systems automatically control these important performance aspects and record data for downloading to ensure optimal performance.
Monitor Operator Training Effectiveness
The most crucial factor is keeping the working environment clean and free from airborne particulate matter, which can only be achieved with operator involvement.
Training must be part of the respirable dust risk management plan to engage operators. Training requires measures that must be encouraged and kept, such as always keeping doors and windows closed. Minimising and controlling all potential events that can introduce contamination inside the cabin with respirable particulate.
By recording the number of events and the reason behind the event, supervisors can identify individuals requiring further training or finding areas of improvement in the training program.
After conducting research and testing, BreatheSafe proposes a real-time dust monitoring study to evaluate the effectiveness of operator cabins working at mineral processing sites. This study focuses on bulldozers, front end loaders, and haul trucks. BreatheSafe evaluated that in order to keep cabin air safe with zero exposure, pressurisation of air was not enough.
Background
The belief that a machine cabin serves as a primary method for dust control needs to be reviewed. The risks associated with coal dust and silica dust exposure are now widely understood. Furthermore, there is scientific evidence which describes current worker exposure limits to low toxicity clouds of dust are not sufficiently protective.
An environmental cab must control the air inside. It must be pressurised to keep outside dust from entering through cracks in the window and door. The pressurised air must be filtered to keep out dust-laden air from entering the cabin. To limit the volume of air needed for pressurisation, doors and windows must be sealed.
However, there is no standard or guidance on the actual efficiency of the filters. In fact, there is no real protection for operators regarding hazardous substances below PM10. Established research demonstrates particulate matter below PM10 can reach the deep tissue in the lungs.
The latest calls from health organisations is for silica dust to be undetectable within the breathing zone of the operator. The same must apply for all other airborne hazardous substances that are present at mineral processing sites.
Essentially, a cabin by itself can no longer be assumed to resolve these problems and could be in some instances be more harmful to the operator. The goal for any solution is to provide a Zero Harm environment, and this requires more than cab pressurisation.
Types of controls
ISO 10263
The standard for machinery sold in Australia has been ISO 10263. This standard provides for 50 pascals of positive pressure when the cabin is new, with a minimum of 25 cfm airflow intake into the cab. To achieve this design standard, the cab is equipped with a filtered fresh air intake system and a filtered recirculating system and an air conditioner.
The cabin is sealed by rubber gaskets, tight latches and jambs which are placed on windows and doors. The typical volume of a cab is approximately two to three cubic meters and utilizes pleated cellulose media.
OEM paper filters do not provide any protection for respirable dust, allowing PM10 pollution to enter unhindered.
This standard is fundamentally applicable to provide airflow to aid the air conditioning system. Other issues arise when both intake and recirculation airflow are powered by the same fan, changing a filter(s) media without correcting the resistance on the system will lead to cabin pressure loss.
Furthermore, this type of environmental cab deteriorates quickly due to fine dust ingress. Therefore, will become ineffective requiring a retrofit for effective fine dust particle separation.
EN15695-3
This standard refers to the control of hazardous airborne substances for the protection of the operator in tractor sprayers (pesticides). This standard states an environmental cabin must be tightly sealed and provide greater than 99% efficiency for the fresh air filter.
Fundamentally, the minimum requirement of EN15695-3 is tested and certified filter media to EN1822 (HEPA H13) which guarantees air filtration down to 0.3 microns.
High-Efficiency Particulate Air (HEPA) filters are made from randomly arranged glass fibres thus airflow will be highly restrictive. These cannot be easily adapted for replacing OEM paper filters.
The INPRESS TL system that has been developed and tested for mine sites to succeed EN15695-3. It uses dual HEPA filters rated to minimum 99.97% efficiency with Auto Cabin Pressure Control (ACPC). It also includes a digital display that alerts the operator when there is a low-pressure event. The next issue is cabin sealing to effectively isolate the air conditioning system and to also isolate the operator.
This system has been designed for coal mines to provide a Safe Breathing Zone for the operator.
The cabin pressure setting can range from 20 to 100 pascals depending on the specific on-site requirements. Studies can be conducted to calculate dust load for a specific machine with remote monitoring.
Latest Guidance from Safe Work QLD (PN12377)
The following excerpt has been released form Worksafe Queensland for “Managing Respirable Dust Hazards in Coal-fired Power Stations for the Code of Practice 2018″
Isolation, segregation or enclosure of operations generating the dust
Relevant isolation controls include:
-Enclosed cabins with windows closed at all times
–Fitting high-efficiency air filtering systems (e.g. HEPA filters) to the intake and cabin recirculation air intake of front-end loaders, excavators and other machinery
-Keeping personnel vehicles dust sealed and pressurised.
We submit that a process of auditing of the cabin is included testing cabin sealing periodically and periodic testing with real-time dust monitoring instruments.
We also submit that machinery cabins be cleaned with a type H (HEPA) vacuum and never with brushes/brooms.
Methods of Evaluation
EVADE
The latest technical support by The National Institute for Occupational Safety and Health (NIOSH) is to audit a cabin and/or the operator with a real-time dust monitor and a portable camera. This indicates events for high peak exposures that have occurred consequently prevent future events.
BreatheSafe aims to protect operators’ health when working inside a cabin or enclosure with the next key points being best practice, recommendations and topics to consider when selecting a protective system. A renewed health focus of mining operations is necessary and welcome. New imperatives will be recommended to protect the health of operators working in and exposed to respirable mine dust in above and below ground situations.
“The first priority and concern of all in the coal and other mining industry must be the health and safety of its most precious resource – the miner”
US Federal Coal Mine Health and Safety Act 1969 – amended 1977
Dangers of respirable dust in cabin
Respirable mine dust definition: airborne particulate which is <10 microns in diameter (PM10). These invisible particles can remain suspended in air for days or weeks with higher exposure levels when machinery is near areas of blasting, shovelling, screening, long wall mining and handling minerals.
These man-made particles can penetrate and deposit in air exchange part of the lung; the contributing cause is that our bodies lack of defence mechanisms to expel these particles. This allows particulates to remain in our lungs and continuously damage tissue. Even potentially entering our bloodstream. Larger particles (>10 microns) are filtered out in nasal passages, mucus membranes and conductive airways.
Silica is one the most common materials on the Earth’s surface but it is found as fugitive dust at mineral processing situations when mining materials have been crushed, milled, blasted and transported. This leads to the production or airborne respirable mine dust with particularly Silica dust that is around twenty times more toxic that coal dust.
Government recommendations and legislation
In the US, the Occupational Safety and Health Administration (OSHA) has directed a rule to lower Silica exposure level for US construction workers. The new standards protects workers from respirable crystalline silica exposures above the permissible exposure limit (PEL) of 50 μg/m3 , averaged over an 8-hour day.
The American National Institute of Occupational Safety and Health (NIOSH) has conducted several research projects with new and old equipment. The conclusions of these studies clearly show that high efficiency filters must be installed with fresh air pressurisation in adequately sealed cabins with high levels of confidence on the results; the evidence shows significant reduction of respirable mine dust contamination inside these cabins.
The following NIOSH table compares three markers of the effectiveness of cabin protection factors:
Best Practice Recommendations for Dust Regulation in Operator Cabins
These following are the main elements for protective systems in fixed and mobile plant equipment that is operating in hot, dust laden and harsh mine site environments:
Recommendation 1.
Cabin Sealing is required to limit external pollution from entering the cabin from wind penetration; door and window seals must be regularly inspected as part of a dust management plan and must be replaced along with fixing gaps and leaks inside the cabin. The higher the level of cabin sealing; will in fact make the system more efficient.
An earlier study by Cecala et al. [2002a,b] demonstrates the importance of Cabin Sealing and Pressurisation with a case study regarding respirable dust inside a drilling cab application:
Vehicle Cabin with new Air Conditioning System installed did not improve any dust controls inside Cabin.
Vehicle Cabin with new filtration with Pressurisation returned on average a protection factor of 52.
A cabin with a leakage model of 10% will require a higher volume of air to pressurise at 50 pascals than a cabin with a leakage model of 4% though ensuring fresh air volume exceeds a minimum of 30 m3/h to limit CO2 build up inside the enclosure.
The situation for a pressurised cabin with poor cabin sealing or broken seals is often a case where the HVAC system is struggling to cool down the cabin due to dust ingress and a higher volume of hot air due to leaks. Even though positive pressure may be achievable; it’s the hot air loading that is much higher than the ability of the HVAC system to control its climate. Ultimately delivering hot air to the face of operator whom will often open a door or window for additional ventilation rendering a protective system obsolete.
The other hazardous to health exposure that exists is when a cabin has become extremely contaminated with mine dust. Is the fact that the HVAC system will continue to recirculate respirable mine dust at the breathing zone of the operator inside the cabin.
Recomendation 2.
Fresh air pressurisation is the method to push against external particulate pollution from entering the cabin or enclosure which means that the operator must remain inside with doors and windows closed when the protection system is turned on. The studies conducted by NIOSH demonstrate that protection factors start at 10 pascals of positive internal air pressure. The European model for a one person sealed cabin is >20 pascal when there is a pressure gauge and >50 pascals for no pressure gauge operating a machine with hazardous airborne substances in agriculture.
The European best practice is: >20 pascals + HEPA media + Sealed cabin = High Protection Factor [EN156954-3 Cabin equipped with pressure gauge]
BreatheSafe Auto Pressure controls cabin pressurisation in real time in a dynamic process as pressurisation pre-set level is continually adjusted to cabin environment which is pre-set at >35 pascals.
Auto Pressurisation key points:
If a small loss of pressure is detected the system will automatically compensate.
If high level pressure loss is detected or pressure is below set point: low-pressure warning light will turn on to alert operator (option to add audible alarm is available plus further option for remote monitoring with remote alarm).
Event data will be recorded for future reference and/or record keeping.
System is only filtering volume of air required, on demand pressurisation.
BreatheSafe’s extensive onsite testing has demonstrated high system efficiency and extended filter service lifecycles when pre-set pressure is dialled in at >35 pascals positive pressure.
Recommendation 3.
HEPA filtration means installing fresh air pressurisation with HEPA filters to control respirable mine dust in the cabin. HEPA media is tested to European standard (EN1822) with 0.3-micron diameter particles to demonstrate an absolute level of performance at this particle size range defined as being the “Most Penetrating Particle Size” (0.3 micron MPPS). When testing for example: if 10000 particles (0.3 micron) are introduced to HEPA filter media a maximum of 3 particles can get through.
The best practice system delivers the highest protection factor when designed as two stage HEPA: fresh air (inlet) and HEPA (inside cabin) return air filter which captures contaminants introduced in the cabin from shoes or clothes.
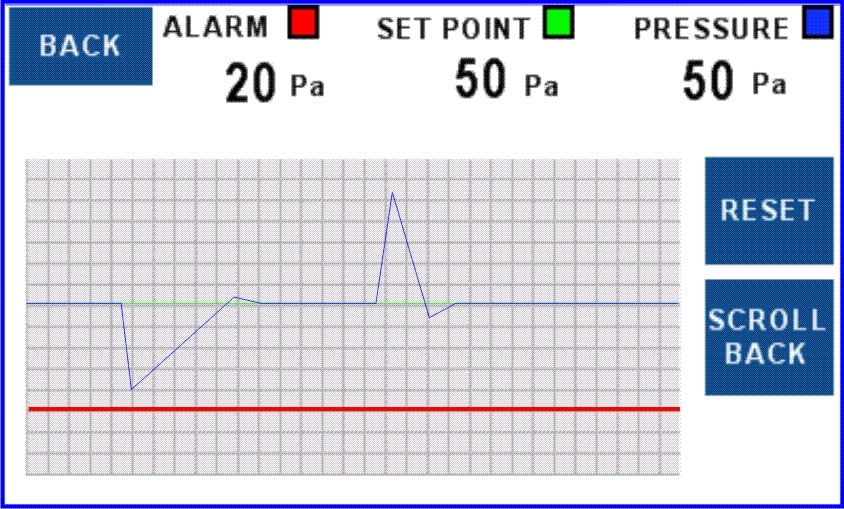
Recommendation 4.
The pressure display is designed to inform operator that the protective system is working correctly and to alert operator when the system requires maintenance of if there is a fault that has been detected. BreatheSafe pressure display has data logging functions that can assist maintenance personnel to check for when filter media is approaching end of service life and replace filters accordingly. This data can also be used as chain of evidence that pre-set pressurisation [safe] level has been maintained over time inside the cabin.
Best practice protective system design is:
Cabin sealing: eliminate any contamination exposure from wind penetration.
Pre-Cleaner: separate up to 90% of coarse airborne debris & extend filer service life from premature dust loading
Pressuriser is to increase internal air pressure to push against airborne particulate.
HEPA filter (Fresh air) High Efficiency Particulate Arrestance filter media to separate respirable dust from entering the cabin.
HEPA return air filter: High Efficiency filter to clean air inside the cabin from shoes and clothes.
Digital display with warnings to inform operator that protective system is working and when it requires maintenance.
BreatheSafe system is readily available to be remotely monitored with automated data logging and alerts for mine site management.
Summary
The international best practice method is for cabins / enclosures to be pressurised above 20 pascals. Considering that positive pressurisation will only occur in a reasonably airtight cabin environment, sealing and sealing maintenance is esesential. The operator is required to keep doors and windows closed. Site operations to implement an effective mine dust maintenance plan to replace worn out cabin seals and to detect any air pressure leaks that can potentially be a source of cabin mine dust contamination.
In situations related to airborne respirable particles, to protect the operator, the requirements are to fit a fresh air cabin pressuriser system with HEPA filters rated at H13 or above. In situations with corrosive gases, an activated carbon filter is added to HEPA filters.
BreatheSafe has developed innovative technology to deliver safety for the health of operators working in harsh environments. High efficiency is required to reduce costs with proven outcomes providing the most reliable products for demanding 24/7 mine site operations. BreatheSafe ensures a cabin that delivers high protection factors along with high levels of comfort due to matching pressurising protective system to HVAC performance.
*Refer Euro Standard EN15695 for one person safety cabin fitted with high efficiency cabin pressurisation intended for mitigation of dusts and aerosols in agricultural sector. It is expected this standard will extend to construction equipment in future.
References
Cecala AB, Organiscak JA, Heitbrink WA, Zimmer JA, Fisher T, Gresh RE, et al. [2002a]. Reducing enclosed cab drill operators’ respirable dust exposure at surface coal operations with a retrofitted filtration and pressurization system. SME preprint 02-105. Littleton, CO: Society for Mining, Metallurgy, and Exploration, Inc.
Cecala AB, Organiscak JA, Page SJ, Thimons ED [2002b]. Reducing silica exposure in aggregate operations. AggMan Jan:24-28.
OHSA. (2018). OHSA Fact Sheet. OSHA’s Respirable Crystalline Silica Standard for General Industry and Maritime. Accessed 21/07/2021 from https://www.osha.gov/sites/default/files/publications/OSHA3682.pdf